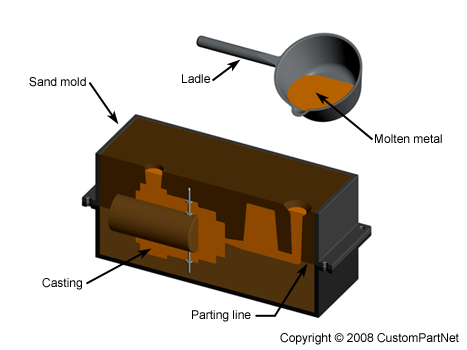
Esta familia de operaciones se conocen también como fundición o colada, se realizan fundiendo metal o plástico para introducirlo en moldes o piezas con cavidades que reproducen la forma de la pieza deseada.
Para crear estas cavidades se crea un modelo. Este modelo se diseña algo más grande que las medidas deseadas previendo las contracciones del material durante la solidificación, y además, respetando unos ángulos de salida que tengan en cuenta facilitar la extracción de la pieza definitiva.
Cuando se genera el molde también hay que dejar embudos llamados bebederos y canales de colada por donde se introducirá el material fundido. Para piezas grandes, además se disponen chimeneas que aporten el metal requerido en la contracción y así no se produzcan rechupes.

Moldes de arena, con canales de colada, machos y bebedero
|

Llenado del molde
|
|
Aunque requiere hacer un molde nuevo para cada pieza, es un método rápido que se usa para producir grandes producciones en serie de bloques y culatas de motores de automóvil, tapas de alcantarillas o de registro, etc. que se pueden reconocer por el granulado que queda en la superficie. Cuando se requiere mucha precisión y buenos acabados se usa el siguiente método:
FUNDICIÓN EN COQUILLA
En este caso la coquilla es un molde metálico, normalmente acero o fundición, con las formas talladas. Aunque es mucho más caro que la fundición en arena, el molde resulta rentable, pues se pueden fabricar con ellos miles de piezas. Además, como el molde es metálico, la velocidad a la que se enfría la pieza es mayor y la producción es más rápida.
Evidentemente, el material que se funde y se vierte en el interior del molde debe tener un punto de fusión inferior al de la propia coquilla, y normalmente se trata de aluminio o plomo.
|
|
MOLDEO A LA CERA PERDIDA
Se emplea para fabricar objetos artísticos o de forma muy compleja o pequeña. El procedimiento empieza creando un modelo de cera, para después cubrirlo con yeso, barro o porcelana, dejando libres los bebederos. Tras el secado del molde, se calienta éste para cocerlo y a la vez derretir la cera. Después de verter el metal fundido, se extrae la pieza rompiendo el molde para, por último, eliminar el bebedero y los canales de colada.
|
Modelo de cera |
Molde de barro |
Pieza obtenida |
COLADA o MOLDEO A PRESIÓN
Se lleva a cabo inyectando la masa metálica fundida en el interior del molde. En este método se emplean moldes metálicos permanentes, pero en lugar de llamarlos coquillas, se suelen denominar matrices. El metal se inyecta en el molde por medio de una máquina, que suele ser un émbolo impulsado por una prensa hidráulica. Este método presenta la ventaja de que pueden fabricarse piezas de formas complicadas de una manera bastante económica y de gran precisión.
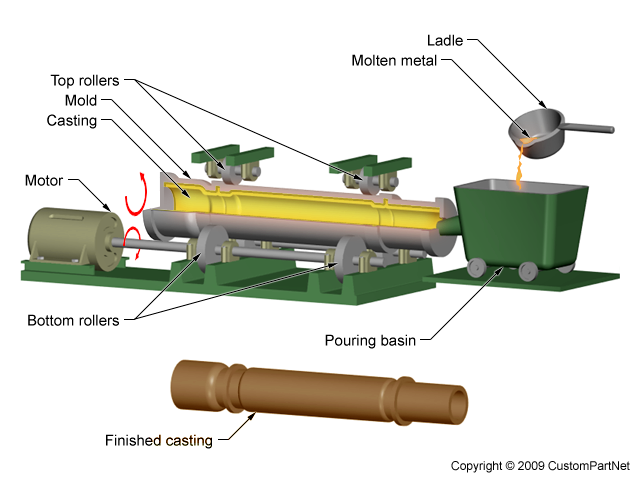
MOLDEO CENTRÍFUGO
Este tipo de colada se realiza haciendo girar el molde alrededor de un eje entre 300 y 3000 rpm, con lo que la fuerza centrífuga obliga al metal fundido a rellenar todas las cavidades del mismo, obteniendo más o menos grosor en función de la cantidad de metal vertido. Se emplea fundamentalmente para moldear piezas de revolución (por ejemplo tubos), o piezas huecas (como maniquíes) sin necesidad de emplear machos.
|
|
COLADA CONTINUA
Consiste en llenar un recipiente o artesa con metal fundido procedente de los hornos de fundición. El metal cae verticalmente por un orificio de la artesa, y conforme se solidifica, se obtiene una tira continua de sección semejante a la del molde. Las barras o palanquillas van avanzando sobre rodillos para ser cortadas posteriormente. Se denomina continua porque el producto sale sin interrupción de la máquina, hasta que la alimentación se haya agotado.
1. Crisol
2. Cuchara de colada
3. Molde
4. Control de temperatura
5. Tapón
6. Entre 0,5 y 2 m
|
|
SINTERIZACIÓN
Este método consiste en compactar el polvo de un metal o cerámico a una temperatura inferior a la de fusión de la mezcla, con lo que se produce una difusión de átomos entre las superficies de contacto de las partículas, que resultan unidas permitiendo una estructura porosa.
Este es el proceso mediante el que se fabrican los cojinetes de bronce. Posteriormente éstos se mantienen en un baño de aceite mineral a presión para rellenar los poros de lubricante.
|
|
MOLDEO DE PLÁSTICOS
Recordando las tres familias básicas de materiales poliméricos:
- Termoplásticos, que se funden con el calor
- Plásticos termoestables, son los que tienen fuertes estructuras químicas que impiden su fusión, y el calor sólo consigue carbonizarlos.
- Elastómeros, o plásticos elásticos a base de cauchos o siliconas.
Los materiales termoplásticos, una vez reblandecidos mediante calor, además de permitir los procesos vistos hasta ahora, admiten otra serie de métodos específicos.
Las operaciones de mecanizado o arranque de viruta conllevan eliminar material para formar la pieza deseada. Por ejemplo, al aserrar madera: siempre se desprende una cantidad de material en forma de serrín.
Estas operaciones, por tanto, se realizan cortando material por desplazamiento de la herramienta, de la pieza o de ambas. En estos procesos debemos distinguir: el movimiento de corte, que es el que produce directamente el arranque, y el movimiento de avance, que hace progresar el corte. Siguiendo con el ejemplo de la sierra, el movimiento de corte es el vaivén y el avance es la profundización del corte.
Los cálculos de velocidad de corte y de avance son básicos, pues no sólo están limitados por la potencia de la máquina, sino que una sección de corte excesiva puede producir el desgarro del material o la rotura de la herramienta de corte.
A continuación veremos los métodos más corrientes.
TORNEADO
Se hace girar la pieza y con una herramienta afilada se le da forma. Evidentemente estas formas son siempre figuras de rotación.
Los tornos son máquinas muy robustas provistas de un motor eléctrico que hace girar un cabezal al que se fija la pieza por un extremo. Para evitar que la pieza flexione al trabajar, se sujeta su extremo libre mediante otro cabezal provisto de una pieza en punta. Este apoyo recibe el nombre de contrapunto. |
|
En el torneado el movimiento de corte es el giro de la pieza y el movimiento de avance es el desplazamiento de la cuchilla. Las formas de atacar al material reciben nombres específicos:
|
Cilindrado |
Refrentado |
Tronzado |
|
Cajeado |
Torneado cónico |
 Roscado Roscado
|
Para realizar cálculos de velocidad de corte y de avance hay que tener muy claro cómo es el arranque de material:
En el cilindrado, la velocidad de corte, que se expresa en metros por minuto, viene dada por el diámetro y la velocidad de giro de la pieza, según la expresión:
1 rev - π D mm
n rev - v C |
|
|

Movimientos de corte y de avance
|
siendo D el diámetro de la pieza y n la velocidad de giro de la misma en r.p.m.
Por otro lado, la velocidad de avance, que se expresa en milímetros por minuto, es el producto de la distancia que se mueve la cuchilla en cada vuelta (avance a) multiplicado por las vueltas que da la pieza en un minuto (velocidad de giro n):
vA (mm/min) = a (mm) * n (rev/min)
Para calcular la potencia necesaria para realizar el torneado hay que multiplicar la fuerza que se ejerce por la velocidad de corte. La fuerza de corte viene dada por la resistencia del material y la sección de corte:
FC = K * a * p
siendo:
 |
K (kp/mm²) fuerza específica de corte, relacionada con la resistencia del material,
a (mm) el avance, la distancia que se desplaza la cuchilla en cada vuelta,
p (mm) la profundidad de pasada, lo que se clava la cuchilla. |
Así, la potencia de corte será:
PC = FC * vC
y, al corregir las unidades, nos queda:
PC (W) = K (kp/mm²) * a (mm) * p (mm) * vC (m/min) * (9,81 N / 1 kp) * (1 min / 60 s)
FRESADO
Una fresa es una herramienta cilíndrica con filos en su periferia, que elimina material mientras gira. En las fresadoras tradicionales la pieza está sujeta a una mesa que se desplaza contra la herramienta, tallándose la forma que tenga la fresa. Por tanto, el movimiento de corte es el giro de la fresa y el de avance el desplazamiento de la pieza.
En las modernas fresadoras controladas por ordenador la herramienta puede hacer todo tipo de libertad de movimiento: desplazamiento, inclinación, giro, ...
Con esta operación se suelen redondear bordes, alisar superficies o tallar engranajes.
Las formas básicas de atacar a la pieza son las siguientes:
|
|
Claves:
1.- Fresado frontal (planeado)
2.- Fresado en escuadra
3.- Fresado tangencial en oposición o fresado normal.
4.- Fresado tangencial en concordancia o fresado en equicorriente.
Movimiento de corte.
Movimiento de avance.
Movimiento de profundización.
Una de las principales aplicaciones del fresado es la fabricación de engranajes. Para ello se utiliza una fresa módulo, que arranca material de un cilindro de metal, formando así los dientes de las ruedas dentadas:
En todos los casos es importante el cálculo tanto de la velocidad de corte como de la potencia de corte necesaria para realizar el trabajo. De froma similar al torneado, tenemos:
1 rev - π D F mm
n rev - v C |
|
|
siendo DF el diámetro de la fresa y n la velocidad de giro de la misma en r.p.m.
La velocidad de avance es el producto de la distancia que se mueve la fresa en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giron):
vA (mm/min) = a (mm) * n (rev/min)
La fuerza necesaria para el corte viene dada por el producto de la fuerza específica de corte multiplicada por la sección de corte. Como la fresa no tiene una sección de corte constante, se analiza el valor en que esta fuerza es máxima, que coincide con el momento en que la sección también lo es:
|
La sección de corte es máxima cuando el grosor de la viruta es máximo. Es una buena aproximación suponer que este grosor máximo es igual a la distancia que avanza un diente (aunque no es exactamente así, especialmente cuando la profundidad es pequeña). La fuerza de corte será entonces:
FC = K * b * aD
siendo:
aD (mm) el avance, distancia que avanza un diente,
b (mm) el ancho de la fresa. |
Pero el valor con que se trabaja no es el avance por diente, sino el de avance de la fresa en una vuelta completa, que se relaciona con el anterior mediante el número de dientes que tenga:
a = aD * Z
Con lo que queda la fuerza de corte como:
FC = K * b * a/Z
y la potencia de corte será el producto de la fuerza por la velocidad, como siempre:
PC = FC * vC
que, al corregir las unidades, nos queda:
PC (W) = K (kp/mm²) * b (mm) * a/Z (mm) * vC (m/min) * (9,81 N / 1 kp) * (1 min / 60 s)
RECTIFICADO
Cuando se sustituye la fresa por una piedra natural o artificial, se está realizando un rectificado o esmerilado. Estas piedras, que se llaman muelas están formadas por granos muy pequeños y duros embebidos en una matriz blanda.
Con esta operación se elimina muy poco material, pero la dureza de las muelas permite trabajar materiales muy duros, y así se pueden afilar herramientas, alisar superficies metálicas, etc.
En este caso también se trabaja con velocidad y potencia de corte, con cálculos muy similares a los del torneado y el fresado.
|
|
TALADRADO
De esta operación cabe destacar que el movimiento de corte es el giro de la broca y el de avance su desplazamiento vertical. La velocidad de giro debe ser tanto más lenta cuanto más duro es el material.
La taladradora de sobremesa está presente en multitud de talleres, pero industrialmente se utilizan máquinas mucho mayores e incluso con varios cabezales portabrocas. |
|
 |
La velocidad de corte viene determinada por la velocidad de rotación de la broca, con lo que aparece una fórmula ya conocida:
siendo DB el diámetro de la broca y n la velocidad de giro. |
Al igual que en los casos anteriores, la velocidad de avance es el producto de la distancia que se mueve la broca en cada vuelta (avance a) multiplicado por las vueltas que da la misma en un minuto (velocidad de giro n):
vA (mm/min) = a (mm) * n (rev/min)
 | La fuerza de corte sigue siendo igual al producto de la fuerza específica por la sección de corte, de valor:
SC = (R/sen φ) * aF
Teniendo en cuenta que el valor que se usa es el diámetro y no el radio de la broca, y que en una vuelta completa de la broca cada filo ha cortado la mitad de lo que haya avanzado la broca (aF = a/2), tendremos que la sección de corte de cada filo es:
SC = (D/2 sen φ) * a/2
y la fuerza de corte para cada filo, por tanto:
FCF = K * (D/ 2 sen φ) * a/2
|
Como hay dos filos, hay que multiplicar la expresión anterior por 2, con lo que finalmente queda:
FC = K * a * D/2 sen φ
siendo:
K (kp/mm²) fuerza específica de corte,
a (mm) el avance, la distancia que profundiza la broca en cada vuelta,
D (mm) el diámetro de la broca,
φ = 59º, pues el ángulo del pico de la broca se afila a 118º.
Nuevamente, la potencia de corte será el producto de la fuerza por la velocidad:
PC = FC * vC
|
|
que, al corregir las unidades, nos queda:
PC (W) = K (kp/mm²) * a (mm) * D/2 sen φ (mm) * vC (m/min) * (9,81 N / 1 kp) * (1 min / 60 s)
LUBRICACIÓN Y REFRIGERACIÓN
Con objeto de disminuir al mínimo los rozamientos que puedan existir entre la herramienta, la pieza mecanizada y las virutas que están siendo eliminadas, y a la vez enfriar tanto la zona de corte como la herramienta, se usan unos productos denominados genéricamente taladrina.
La taladrina básicamente prolonga la vida de las herramientas, pero también evacua virutas y tiene otros efectos secundarios como evitar óxidos o eliminar gérmenes.
|

Lubricación con taladrina
|
MECANIZADOS ESPECIALES
Las vistas hasta ahora son algunas de las operaciones tradicionales de mecanizado, que con la introducción del control de desplazamientos y velocidades por ordenador han dado lugar a los sistemas automatizados de fabricación, conocidos comúnmente como Control Numérico por Ordenador o por sus siglas CNC (se puede ver una demostraciónen la wiki).
Pero existen otras formas de arrancar material para crear una pieza, como son:
Se consigue cortar cualquier material, haciendo impactar sobre éste un chorro de agua a gran velocidad que produce el acabado deseado. El agua está a una presión de hasta 4000 atm y arrastra una arena muy fina que es la que produce realmente el corte.
Es un sistema muy preciso, tanto por la estrechez del chorro como por realizarse el proceso a baja temperatura, evitando dilataciones y contracciones. A cambio, resulta caro y el grosor de los materiales es limitado (unos 400 mm para el acero).
|
|
En lugar de un chorro de agua se utiliza un rayo láser de muy alta potencia que eleva la temperatura del material a cortar hasta conseguir su sublimación (paso de sólido a gas sin fundirse), pero afectando únicamente a la zona cortada, y apenas al resto de la pieza.
Se trata de unmétodo similar al anterior, utilizando plasma, que es un gas sobrecalentado por encima de 30.000º C. Con ésto, el gas pierde sus electrones y adquiere propiedades de un cuarto estado de agregación de la materia (sólido, líguido, gas y plasma), como la conductividad eléctrica. Al lanzar el chorro de plasma se consigue concentrar el calor en una zona muy pequeña, establecer un arco eléctrico y presionar sobre el material vaporizado para expulsarlo.
En este caso se somete la superficie a trabajar a la acción de un ácido que va a eliminar material. Cuando sólo se desea atacar algunas zonas, se protege el resto con una máscara inmune al ácido, que será eliminada más tarde. Mediante este método se consiguen las placas de circuito impreso o los antiguos moldes de litograbado.

Elaboración de circuitos impresos eliminando el cobre sobante
MECANIZADO DE LA MADERA
Las operaciones de arranque de viruta en madera son, de hecho, el origen del mecanizado. Las operaciones reciben nombres similares, cuando no idénticos, pero las máquinas tienen diferencias significativas.
En los objetos complejos es más fácil fabricar todas las partes para luego unirlas que fabricarlos de una única pieza. Los distintos métodos de unión se clasifican en dos grupos:
- uniones fijas, cuando hay que mecanizar la unión para separarlas y
- uniones desmontables si se pueden desarmar extrayendo el elemento de enlace.
UNIONES FIJAS o PERMANENTES
Son elementos que unen dos piezas planas. Para ello se ejecuta un orificio en ambas piezas para pasar después el roblón o el remache a través del agujero y por último deformar su extremo, de forma que ya no se puede desmontar la unión salvo cortando o taladrando el remache.
El roblón está formado por un eje y una cabeza macizos, y se deforma el extremo recto:
El remache ciego tiene la ventaja de poder instalarlo en agujeros que sólo son accesibles desde una cara. Está formado por el cuerpo del remache y una varilla interior que deforma el tubo del cuerpo.
Estas técnicas son muy comunes, y se pueden encontrar en multitud de uniones (pulsa en las imágenes para verlas en grande):
Esta operación consiste en unir dos o más piezas cuando interviene la fusión de un material, que puede ser de las propias piezas, un material añadido o ambos. Las posibilidades más comunes son:
Consiste en realizar la unión por la fusión de un material de aporte, sin fundir las piezas a unir. La más común es la realizada con una aleación eutéctica de estaño y plomo, pero también se usan aleaciones de plata. Debido a que las uniones son poco resistentes, la soldadura con estaño se usa únicamente para la fabricación de circuitos impresos y para soldar tuberías de cobre en las instalaciones domésticas de agua, aunque se puede usar con cualquier metal corriente excepto el aluminio.
En este método, es importante recordar que el calor se aporta a las piezas a unir, y el material de aporte se debe fundir sobre ellas.

Soldadura blanda de estaño
- Soldadura por arco eléctrico
Las piezas a unir se funden mediante el calor que genera una corriente eléctrica, normalmente continua. Esta corriente se obtiene de un transformador o grupo de soldadura y se conduce hasta un electrodo que también se funde para aportar material.
Con la soldadura por arco se alcanzan entre 3.000 y 4.000° C, y el recubrimiento del electrodo forma una costra que protege al metal fundido de la corrosión.
|
|
A veces, la región de la soldadura es protegida por un gas inerte (suele ser argón) que protege el material fundido de la oxidación, y también existe una variedad en que el electrodo, que es de tungsteno, únicamente sirve para crear el arco, y se precisan varillas de material de aporte; se trata de la conocida como soldadura TIG (Tungsten Inert Gas).
- Soldadura por resistencia
En este caso el calor se genera al pasar corriente eléctrica de una pieza a otra. La más conocida de este tipo es la soldadura por puntos, ampliamente usada en automoción. La corriente pasa a través de dos electrodos de cobre hasta las chapas a unir, y tras un cierto tiempo fijado para que únicamente se fundan las superficies en contacto, los electrodos también sirven para aplicar presión y completar la soldadura.

Soldadura por puntos
- Soldadura oxiacetilénica o autógena
En este caso, el calor necesario para fundir las piezas se obtiene de la combustión de acetileno y oxígeno que se mezclan y salen a través de la boquilla de un soplete. Con este método se llegan a alcanzar 5.000° C, aunque lo normal es trabajar a 3.000º C
La llama, menos concentrada que un arco eléctrico, causa un enfriamiento lento de la soldadura que puede conducir a mayores tensiones residuales y distorsión de soldadura. Por esta razón, industrialmente este método se usa para cortar metales, y se denomina oxicorte. |
|
Es un método que se basa en interponer una sustancia entre las dos superficies a unir. La resistencia de la unión depende tanto del propio material adhesivo como de la unión de éste con las superficies.

Rotura de adhesivos
Los adhesivos más sencillos no reaccionan químicamente con las piezas, como en el caso de la cola de contacto (es un caucho ligero con un disolvente que mejora la introducción de aquél en las microrugosidades de las superficie a unir), o los termopegamentos (polietileno que se funde con calor).
Los adhesivos de altas prestaciones suelen ser plásticos termoestables que sí reaccionan químicamente con la superficie en la que se aplican teniendo, además, elevada resistencia por sí mismos. Son los pegamentos de dos compomentes, uno de los cuales provoca la reacción de curado (epoxi o poliuretanos) o bien plásticos sintéticos (como el cianoacrilato).
Para mejorar la adherencia, siempre se tratan las superficies para aumentar su rugosidad, por lijado o por acción de ácidos.
Con los adhesivos se han conseguido fabricar las estructuras conocidas como panal de abeja, que pesan poquísimo y tienen elevada resistencia.
Estas construcciones se pueden ver desde las puertas interiores de casa hasta las alas de los aviones.
Pulsando en este enlace aparecerán los tipos de adhesivos más habituales. |
|
UNIONES DESMONTABLES
Son los elementos que constan de una cabeza y una caña con rosca triangular. Mediante una fuerza de torsión ejercida en su cabeza con una llave o con un destornillador adecuados, se introduce en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca.
 Tornillo en agujero ciego Tornillo en agujero ciego |
 Tornillo y tuerca Tornillo y tuerca |
Espárrago |
Las roscas más frecuentes para tornillos de unión tienen perfil triangular, con tamaños y ángulos fijos, por lo cual cualquier tornillo se introduce en cualquier rosca siempre que ambos tengan el mismo tamaño. Por ello, los dos se identifican mediante la letra M (rosca métrica) seguida del diámetro de la rosca y la longitud del vástago (todas las longitudes expresadas en mm):
M 10 x 15
|
|
El diseño de las cabezas de los tornillos responde, en general, a dos necesidades: por un lado, conseguir la superficie de apoyo adecuada para la herramienta de apriete de forma tal que se pueda alcanzar la fuerza necesaria sin que la cabeza se rompa o deforme; por otro lado, evitar que el tornillo pueda desenroscarse con un destornillador convencional, dificultando así que personal no autorizado acceda al interior. Las cabezas más típicas son:
Hexagonal (a), redonda con ranura (b), avellanada con ranura (c), ranurada cilíndrica (d), avellanada Allen (e), avellanada Phillips o de estrella (f), cilíndrica moleteada para apriete manual (g).
En la industria se fijan valores de apriete para la instalación de los tornillos y evitar su aflojamiento. Este valor se da mediante el par de apriete, que se da en Newton x metro (N·m) y se aplican mediante una llave dinamométrica:

Llave dinamométrica
|

Escala de medida
|
Los países anglosajones tienen, además, otro estándar con ángulo y medidas distintas, llamado rosca Withworth, con medidas expresadas en pulgadas, que también se aplica en España para la fontanería.
Es la forma en que dos piezas se acoplan entre sí, de tal forma que una encaja en un la otra, evitando que se separen. Las piezas que intervienen a veces se denominan macho y hembra. Las piezas macho o eje son aquellas cuya cara externa ajustará por la parte interna de la pieza hembra o agujero.
El ajuste está relacionado con los tamaños de ambas piezas. Si el eje tiene un tamaño menor que el agujero tendremos un ajuste holgado o con juego. Si el eje es ligeramente superior que el agujero, habrá que congelar aquel para que se contriga o bien calentar la pieza con el agujero para que se dilate. Tras introducir una en la otra y recuperar la temperatura ambiente, las dos piezas quedarán con ajuste forzado o aprieto.
Las formas empleadas dependen de la libertad de movimiento que se quiera conseguir, y aparecen juegos deslizantes, giratorios en un plano a base de cojinetes y rodamientos y giratorio libre mediante una rótula:
Deslizante |
|
|
Giratorio |
|
|
Rótula |
|
|
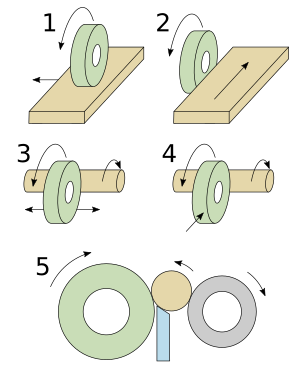
UNIONES CON MADERA
Los termoplásticos tienen métodos de unión idénticos a los metales, mientras que los termoestables únicamente admiten uniones desmontables debido a su inalterabilidad.
Sin embargo las maderas tienen métodos específicos de unión.
|
|
|